ПРИЗНАЧЕННЯ:
Призначений для облицювання прямолінійних кромок плиткових матеріалів кромками АБС, ПВХ і смуговим матеріалом кромки завтовшки до 3 мм Верстат дозволяє проводити повний цикл обробки кромки - нанесення кромочного матеріалу, торцювання звисів, фрезерування, полірування. Механізм регулювання оснащений лічильником для налаштування різних видів кромок. РК-дисплей дозволяє контролювати і настроювати температуру клею.
ОБЛАСТЬ ЗАСТОСУВАННЯ:
Використовується на меблевих і столярних виробництвах для виготовлення корпусних меблів.
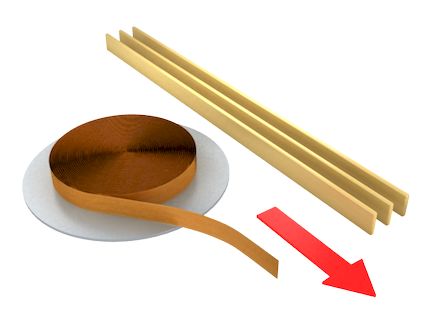
ОТРИМУВАНІ ВИРОБИ:



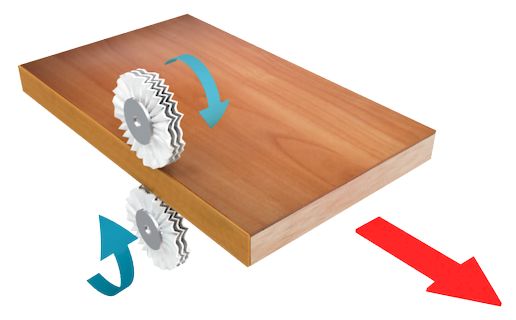
СХЕМИ ОБРОБКИ:
| 1. Подача кромки |
2. Клейовий вузол |
3. Прес група |
 |
 |
 |
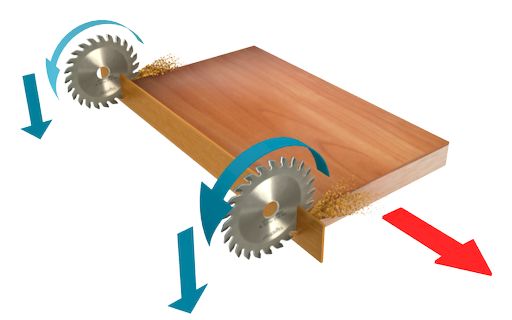
| 4. Вузол 2-ух моторної торцювання |
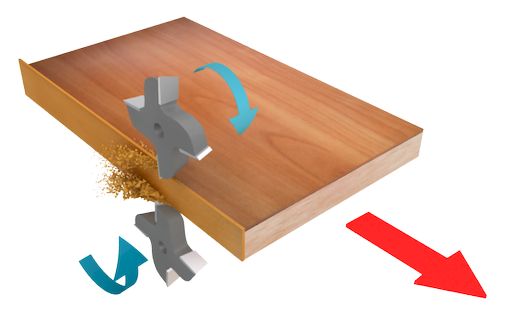
5. Чистовий вузол фрезерування звисів |
6. Полірувальний вузол |
 |
 |
 |
КОНСТРУКТИВНІ ОСОБЛИВОСТІ:
Особливості конструкції:
-
Попереднє фрезерування торця заготовки (2 фрези ø80xø20x55 мм, електродвигун 1,1 кВт) дозволяє усунути дефекти на заготовках, які виникають внаслідок розкрою (сколи, сходинка від підрізної пили), а також дефекти, пов'язані з низькою якістю плитних матеріалів дсп, мдф (потовщення на торцях).
-
Вузол подачі кромочного матеріалу включає в себе приводний подаючий ролик і спеціальну обойму для подачі смугового матеріалу.
-
Вузол нанесення клею здійснює нанесення і регулювання кількості клею. Температура клею регулюється електронним блоком контролю, що гарантує підтримання потрібної температури і виключає перегрівання клею.
-
Вузол торцювання звисів. Чистова торцювання звісів кромки здійснюється автоматично, з допомогою двох пив (ø104xø22x3/2,2 30T) з приводом кожна від окремого електродвигуна 0,35 кВт, 12000 об/хв.
-
Вузол фрезерування звисів оснащений двома радіусними фрезами R2 (електродвигун кожній – 0,75 кВт, 12000 об/хв) і плаваючими копірами, що дозволяють відслідковувати товщину заготовки, що забезпечує відмінну якість оброблюваної поверхні.
-
Вузол радіусної циклювання здійснює фінішну обробку матеріалу товщиною від 1 до 3 мм і повністю усуває дефекти, що виникають при фрезеруванні звисів кромочного матеріалу на великих швидкостях подачі.
-
Полірувальний вузол з полірувальним колом ø150 мм служить для надання якісного зовнішнього виду одержуваної меблевої заготовки, а також надання їй природного кольору і блиску (2 електродвигуна 0,18 кВт, 1400 об/хв).